















 2 / 63
2 / 63

Echipamente pentru sudură şi lipire
13.2
Sudura cu electrozi
Sudura MIG-MAG (Metal Inert Gaz - Metal Activ Gaz)
Sudura WIG (Wolfram Inert Gaz)
Tăiere cu plasmă
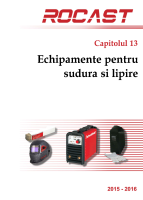
Sudura cu electrozi reprezintă o metodă
de sudură simplă care permite sudarea
pentru aproape toate metalele. Aceast
procedeu se poate utiliza în mod ideal
în aer liber sau chiar sub apă.
La sudura cu electrozi, lungimea
arcului electric este determinată manual
prin distanţa dintre electrozi.
În principal, sudura se realizează cu
curent continuu; de exemplu electrozii
rutili pot fi sudaţi fără probleme cu
curent continuu cu pol negativ iar
electrozii bazici sunt sudaţi la curent
continuu cu pol pozitiv.
Electrodul constituie în acelaşi timp
materialul de adaos cât şi mijlocul de
protecţie a arcului electric.
Este alcătuit dintr-o sârmă (miez)
aliată sau nealiat şi un înveliş. Învelişul
protejează baia de topitură de oxigenul
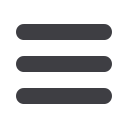
Sudura MIG/MAG este procedeul de
sudură cu cea mai frecventă utilizare în
întreaga lume. Această
situaţie se datorează posibilităţilor
variate de utilizare, eliminarea
necesităţii de curăţare a
zgurii, sudare facilă prin topire pe o
singură latură şi adâncime mare de
pătrundere a stratului de sudură.
Utilizarea facilă în toate poziţiile de
sudură conduce la creşterea gradului
de interes faţă de aceast procedeu, în
special din punct de vedere economic.
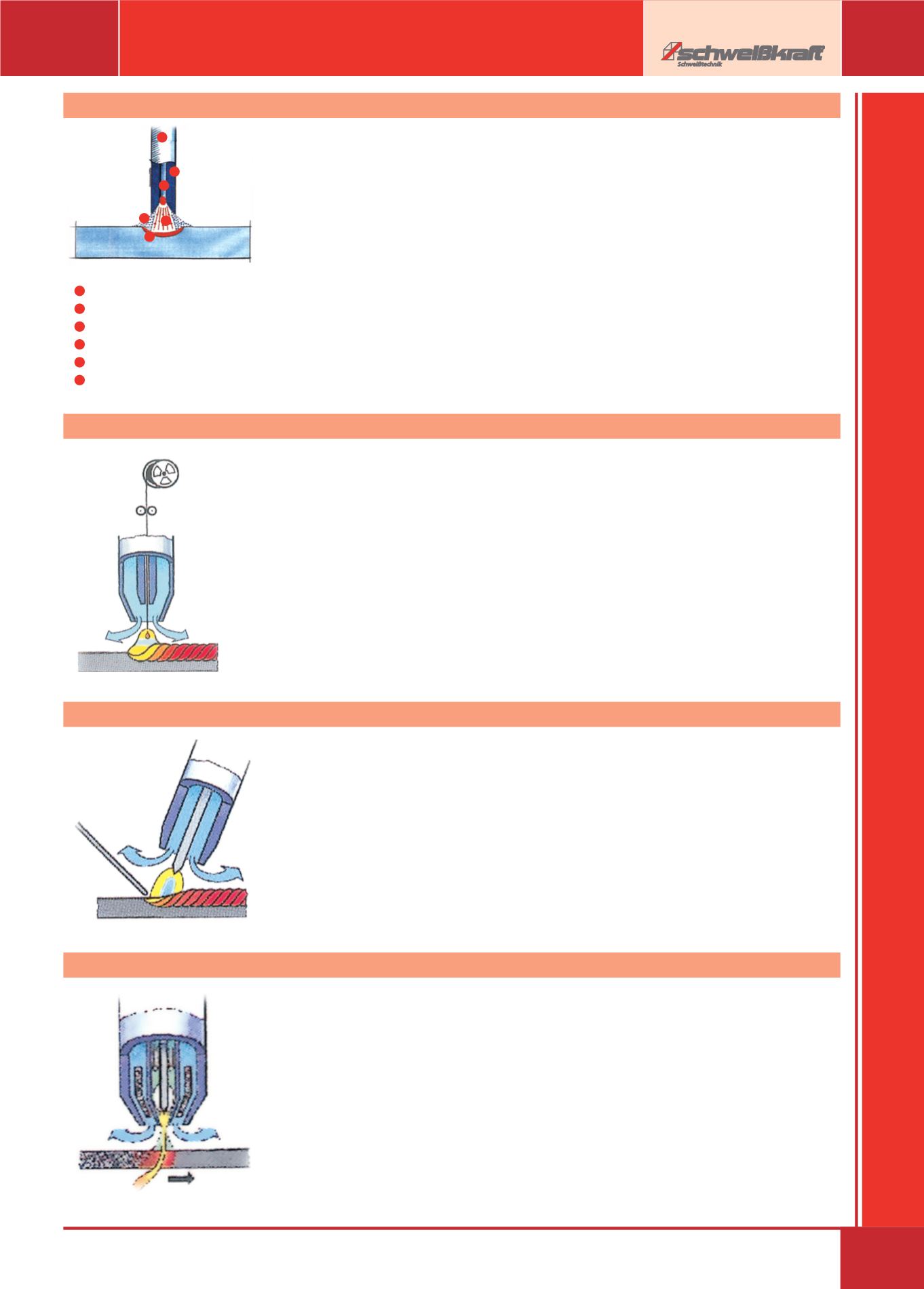
La procedeul WIG, între un electrod de
wolfram care nu se topeşte şi piesă se
realizează un arc electric.
Ca gaze de protecţie se utilizează
argon pur, un gaz inert nobil. Sârma
suplimentară nu este sub tensiune, fiind
aplicată fie manual (sudare manuală),
fie mecanic (sudură automată). Există
însă şi operaţiuni de sudură care pot fi
efectuate fără utilizarea unui material
suplimentar. Folosirea curentului
continuu sau alternativ depinde
de materialul utilizat. Avantajul
procedeului WIG este paleta extinsă de
Tăierea cu plasmă se utiliza iniţial numai
în situaţia în care operaţia de tăiere cu
flacără şi variantele acestei proceduri nu
dădeau rezultat sau dacă rezultatele nu
erau corespunzătoare.
Această situaţie se întâlneşte în mod
special în cazul oţelurilor, al fontei,
al metalelor uşoare şi al metalelor
neferoase. Dezvoltarea tehnică a
procedurii de tăiere cu plasmă pe
parcursul ultimilor ani, precum şi
creşterea vitezei de tăiere au condus la
o utilizare tot mai frecventă a tăierii cu
plasmă şi în cazul unor piese subţiri
nociv din aer şi realizează stabilizarea
arcului electric. În mod suplimentar
se formează zgură care protejeaza
cordonul de sudură.
Electrozii, în funcţie de grosimea şi
componenţa învelişului pot fi:
Electrozii cu înveliş rutilic
sunt uşor de
sudat şi prezintă cordoane de sudură
cu aspect corespunzător, plate. În mod
suplimentar este posibilă îndepărtarea
facilă a zgurii.
Electrozi cu înveliș bazic (B)
cu
grosime medie sau mare, care conţin
componente bazice de tipul carbonaţilor
de calciu, clorura de calciu si fero aliaje.
Zgura rezultată se solidifică ușor, are
o structură compactă și se înlătură mai
greu. Materialul este hygroscopic
fiind necesară uscarea înainte de
sudare, pentru a evita
Procedeul
MIG/MAG
este o sudură
mecanică cu gaz de protecţie la care
arderea este realizată cu ajutorul unui
arc electric între electrodul de sârmă
aflat sub tensiune şi materialul expus la
gazele de protecţie (gaze active, inerte
sau mixturi ale acestora).
Ca electrod este utilizată sârma
alimentată mecanic care se
topeşte în arc electric propriu.
Procedeul MAG
Recomandat pentru oţel şi materiale
de bază. Este ideală în producţie şi la
suduri pentru reparaţii. Se utilizează pe
tablă cu grosimi mai mari de 0.6 mm.
materiale care pot fi sudate: materiale
începând cu o grosime de 0.3 mm
(automatizat), de ex. oţeluri aliate, înalt
aliate, aluminiu, magneziu, cupru şi
aliajele acestora, oţeluri nealiate, nichel,
aur, argint, titan etc. Se utilizează
pentru sudarea materialelor de orice
grosime cu poziţionarea cordonului de
sudură la rădăcina secţiunii în V.
Cu sudura WIG sunt obţinute cele
mai bune rezultate în comparaţie cu
alte procedee, ca urmare a cordonului
de sudură fără pori cu rezistenţă la
întindere foarte ridicată.
(grosime de aproximativ 0.5 până la
20 mm) şi din oţel nealiat sau slab
aliat. Prin alimentarea cu căldură
exclusiv de la nivel extern se reduce
conţinutul energetic al jetului de plasmă
la pătrunderea acesteia în piesă. Se
formează un rost de tăiere care se
micşorează odată cu creşterea distanţei
faţă de suprafata piesei.
O influenţă semnificativă asupra
calităţii şi a rentabilităţii este exercitată
de mediul care formează plasma. Poate
fi aer comprimat de mare puritate sau
un amestec de gaze. Gazul de plasmă
umiditatea și mai ales hidrogenul care
poate pătrunde în cusătură. Îmbinarea
efectuată cu electrozi bazici este
rezistentă la fisurarea la rece și la
cald, fiind utilizaţi pentru construcţii
din oţel de mare rezistentă, cu
conţinut ridicat de carbon și elemente
de aliere. La alegerea electrodului
se urmăreşte ca metalul depus cu
el să prezinte compoziţie chimică
caracteristici mecanice cât mai aproape
de materialul de bază. Trebuie avut în
vedere faptul că numeroşi electrozi,
după o depozitare mai îndelungată,
trebuie uscaţi din nou pentru că în
timp absorb umiditate din atmosferă.
Din toate celelalte puncte de vedere,
sudura cu electrozi reprezintă
procedeul de sudură cel mai uzual și
uşor de utilizat.
Procedeul MIG
Se utilizează pentru aluminiu şi
materiale pe bază de cupru, cu
adăugarea de gaze inerte, de obicei
argon. Cu ajutorul acestei tehnici pot fi
sudaţi pereţi cu o grosime începând de
la 2.0 mm (lipire
MIG
începând cu o
grosime de 0.5 mm).
Pentru materialele mai subţiri se
recomandă o sursă de curent de
impuls sau metoda
WIG
.
MIG-MAG
este un procedeu cu
aplicaţii deosebit de variate, dar la
efectuarea de lucrări de sudură
în aer liber locaţia trebuie protejată
împotriva curenţilor de aer sau a
umezelii.
Sudura cu curent alternativ: Pentru
sudarea metalelor uşoare. La nivelul
electrodului de wolfram se formează
o calotă de wolfram în formă de sferă,
iar arcul electric trece la frecvenţă
ridicată între polii (-) şi (+). Sudura cu
curent continuu: Pentru sudarea
oţelurilori aliate şi a metalelor
neferoase.
Electrodul de wolfram este şlefuit
ascuţit. Arcul electric prezintă o ardere
stabilă.
Aprindere HF
= aprindere fără contact
Aprindere Lift-Arc
= aprindere cu
contact
este alimentat sub presiune în spaţiul
dintre electrod şi duză.
Punerea în funcţiune a unui arzător
cu plasmă se face cu ajutorul unei
descărcări de înaltă tensiune cu înaltă
frecvenţă prin care este aprins un arc
electric pilot. Acestea arde cu o putere
redusă între duză şi electrod, ceea ce
permite inducerea gazului de tăiere în
stare plasmatică ca urmare a disocierii
termice şi a ionizării.
Tăierea cu plasmă se recomandă în
mod special pentru oţel, dar şi pentru
tablă de CrNi sau aluminiu.
Electrod tip bară
Zgură şi gaz
Zonă topită
Cămășuială
Bară centrală
Arc voltaic
1
1
4
3
6
4
5
2
2
5
3
6