
















 22 / 1562
22 / 1562

1/2
1
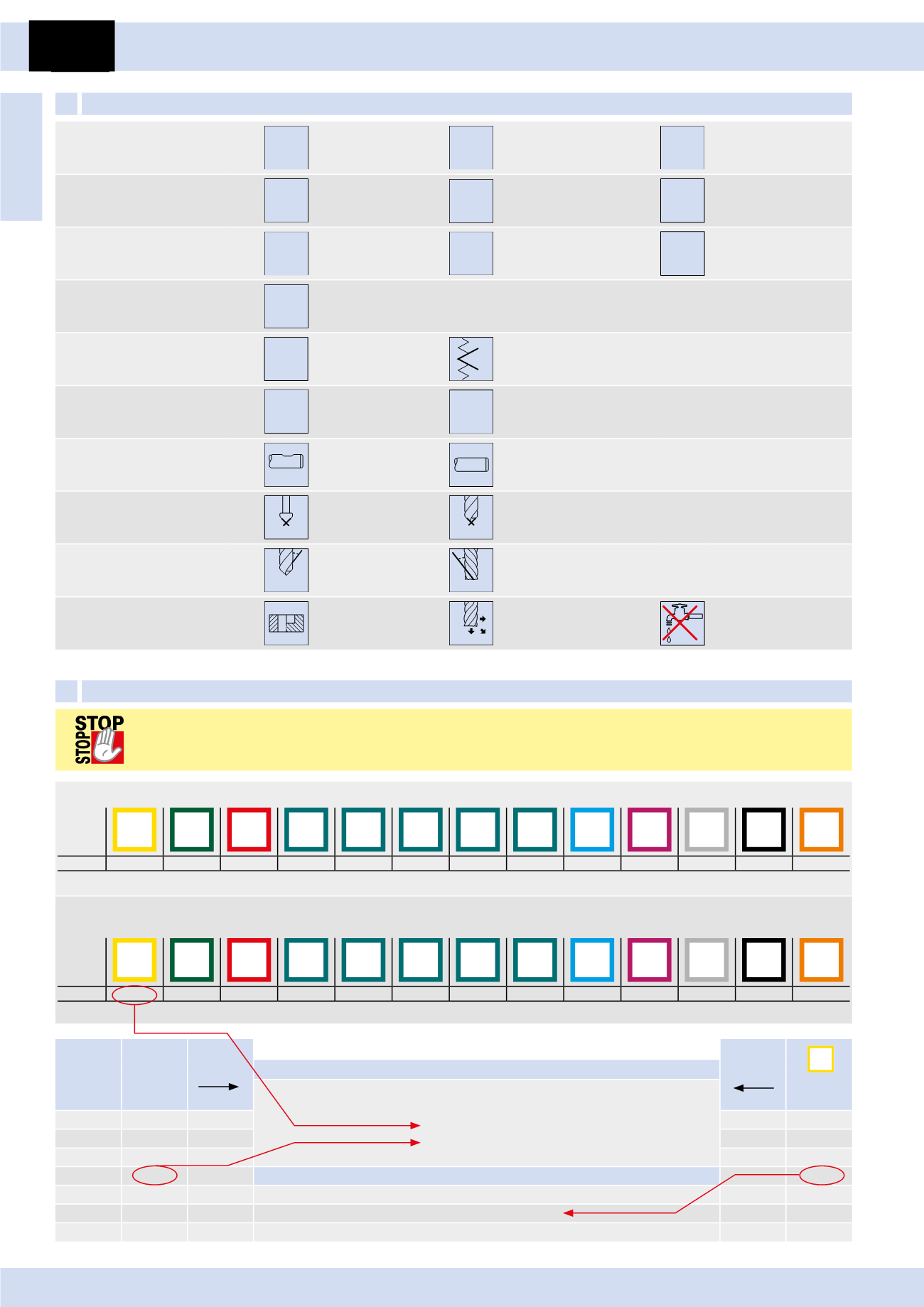
Cutting Tools
Pictogram Abstracts
Tool material
e. g.
HSS
High-speed
HSS
HSS
Co5
HS steel with 5 %
Cobalt alloy content
VHM
K10/
K20
Solid carbide -
Sort K10/K20
Standard
e. g.
DIN
208-B
Equiv. to DIN 208
Form B –
Spiral fluted
DIN
338
Equiv. to DIN 338
EN
22568
Equiv. to
European
standard 22568
Type
e. g.
Type
N
Machining of materials
with normal
resistance and hardness
Type
W
Machining of materials with
low resistance and hardness
Type
H
Machining of materials
with higher
resistance and hardness
Number of cutting
edges
e. g.
Z
4
Number of teeth 4
(4 cuts)
Thread
e. g.
M
Metric thread
60°
with edge angle 60°
Tolerance
e. g.
H7
Tolerance zone H7
ISO 2
6H
Metric ISO threads/FORUM
Usage class 2
Medium tolerance 6H
Shaft design
e. g.
DIN
1835-B
Cyl. shaft with
Carrier surface
acc. to DIN 1835 B
Cylinder shaft
Point angle
e. g.
90°
Countersink with
90° Point angle
130°
Spiral drill 130° Point angle
Spiral angle
e. g.
25–30°
Right spiral
with 25° to 30° angle
ca. 7°
Left spiral with
ca. 7° angle
Application
e. g.
for through
and blind holes
Feed directions
Dry machining possible
All information regarding cutting speed and feed rate correspond to a recommended guideline.
This requires stable machine conditions, a low-vibration workpiece and the use of a suitable coolant.
Symbol mapping
Order
No.
Steels
up to
850
N/mm
2
Steels
up to
1000
N/mm
2
Steels
up to
1400
N/mm
2
Steels
up to
42 HRC
Steels
up to
52 HRC
Steels
up to
56 HRC
Steels
up to
60 HRC
Hard
processing
over
60 HRC
Stainless
and acid-
resistant
steels (INOX)
Ti steels,
Ti alloys,
special
steels
Cast iron
materials
Al, Al- and
Mg alloy
Copper,
brass,
bronze
1040
C
C
C
C
C
U
C
V
C
C
recommended
U
suitable
V
limited suitability
Mapping of values
Cutting speed V
c
Order
No.
Steels
up to
850
N/mm
2
Steels
up to
1000
N/mm
2
Steels
up to
1400
N/mm
2
Steels
up to
42 HRC
Steels
up to
52 HRC
Steels
up to
56 HRC
Steels
up to
60 HRC
Hard
processing
over
60 HRC
Stainless
and acid-
resistant
steels (INOX)
Ti steels,
Ti alloys,
special
steels
Cast iron
materials
Al, Al- and
Mg alloy
Copper,
brass,
bronze
1040
35
35
25
25
19
30
30
50
35
Font bold = recommended
Font normal = suitable
Order
No.
∅ h8
mm
etc.
Example calculation (Spiral drill 4.0 mm, mild steel up to 850 N/mm
2
)
etc.
6WHHOV
XSWR
1PP
f
mm/rev
Value sought 1
:
n =
number of revolutions per minute (r/min)
Formula:
n =
V
c
x 1000
__________
D x ∏
Calculation:
n =
35 m/min x 1000
__________________
4.0 mm x 3.14159
Solution:
n =
2785/min
0101
1.0
0.090
0102
2.0
0.095
0103
3.0
0.10
0104
4.0
Value sought 2:
v
f
=
feed rate (mm/min)
0.105
0105
5.0
Formula:
v
f
=
n x f
0.11
0106
6.0
Calculation:
v
f
=
2785/min x 0.105mm/rev
0.115
etc.
etc.
Solution:
v
f
=
292 mm/min
etc.
Cutting speed and feed rate
Pictograms and Cutting Data
22