














 9 / 40
9 / 40

August 2016
AFRICAN FUSION
7
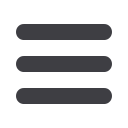
SPE’s AMADA Astro robotic bending system has a 130 t capacity along
a 3 000 mm length. The system’s robot picks up a part, measures it and
then transfers it to a manipulator on the bending brake, where the part
can be repositioned as many time as necessary to compete the bending
processes.
To support the higher volume parking systems’ work, welding assembly
is supported by three Fanuc/Lincoln electric robotic welding systems:
a two-robot cell that includes a 4.0 t manipulator and two multi-axes
turntables and a second robot for sub-component assembly.
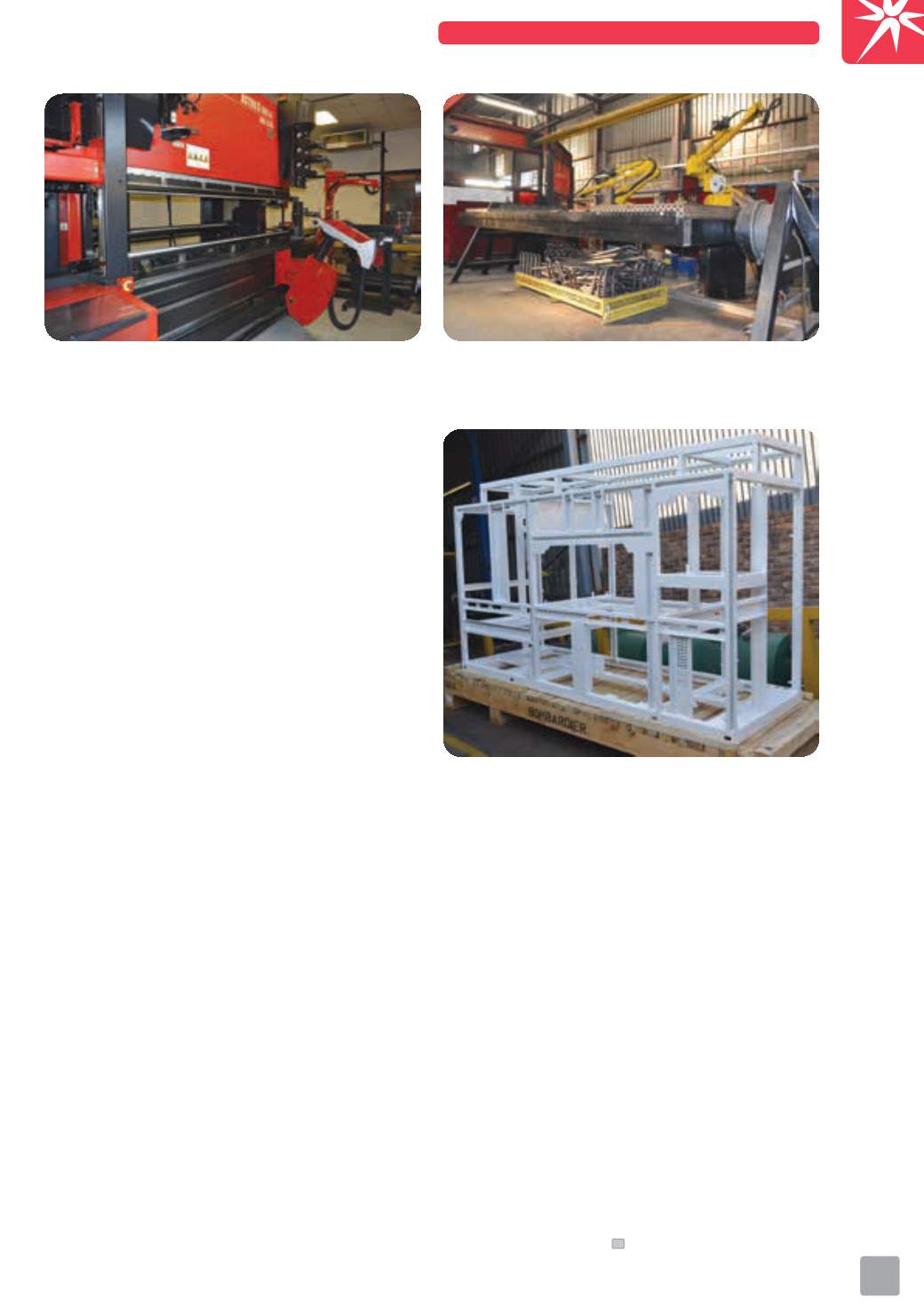
SPE is currently fabricating high voltage cubicles and traction converter
cabinets for South Africa’s railway rejuvenation projects.
procedures and then training them to
do what needs to be done.”
In keeping with its belief in state-
of-the-art machine tools, welding as-
sembly is supported by three Fanuc
robotic welding systems. The largest is
a two-robot cell that includes a 4.0 t ma-
nipulator and twomulti-axes turntables.
A second Fanuc robot is employed as a
sub-component assembly station. Both
systems use Lincolnwelding equipment
and are supported by Pretoria-based
Robotic Innovations.
“The robot system is used exten-
sively for our ongoing parking systems’
work. The two-robot cell welds the fin-
gers that rise up from the ground at the
boom gates to prevent non-payment.
The turntable allows the whole part to
be rotated for better access to all of the
welding required. Boomgates and park-
ing system consoles have long been our
flagship capability andwemanufacture
these for a number of different OEMs,”
says Diedericks.
“On the manual side, we use mostly
theMIG/MAGwelding processwith some
TIGwelding.We alsohave five spotweld-
ing machines and a stud gun,” he adds.
Returning to welding quality man-
agement issues, Diedericks says the
quality at source approach runs through
every aspect of component manufac-
ture. “On the welding side, we do a
before, during and after inspection, with
our welding inspector taking primary
responsibility. Then, after grinding, we
apply a visual inspection and sign-off
stage to 100% of the assemblies.
Since very early in its inception, SPE
has been ISO 9001-certified, but since
Diedericks’ arrival, ISO 3834 certifica-
tion has been implemented to further
enhance the quality and creditability of
the company on the
welding side.
“Our ISO 3834
welding quality sys-
temwas built fromthe
ground up, with pro-
cedure development
and training at the
root of implementa-
tion. It was a mindset
change for the fabrica-
tion team on the shop
floor, to first look for
the procedures that
applied to the job and
then to routinely apply
them. On the other
hand, welders had to
get used to not doing
any work that they
were not yet qualified for.
“Our welders were willing to learn,
though, and they applied the new
system with enthusiasm. The whole
team has gone out of its way to make
ISO 3834 work for us, to improve weld
quality and production performance,”
Diedericks notes.
“Quality gives us a competitive
advantage: We now offer excellent
quality on the welding side and this is
appreciated by management and cus-
tomers, resulting in new contracts and
in significant growth. So much so that
we are having to extend the workshop
space to accommodate the additional
work,” he adds.
Due to the significant increase in
railway contracts being awarded to
SPE, the company is also gearing up
for ISO 15085-accreditation for the
manufactureof railway components and
structures. “We are currently involved
with Bombardier, fabricating high volt-
age cubicles and traction converter
cabinets for one of the SouthAfrican rail-
way rejuvenation projects. We are also
making the frames for 2.0m locomotive
radiators for a railway sub-contractor
and, in aluminium, we have started to
fabricate the driver control panels for
railway climate control solutions,” Die-
dericks reveals.
“We are aiming to become a railway
specialist, hence the need for ISO15085.
We expect to be audited during August
andwehope tobeCL2-accreditedbefore
the end of this year,” he tells
African
Fusion
.
“SPE is constantly striving for prod-
uct excellence by keeping up-to-date
with the latest technologies and trends
in the sheet metal Industry. We guaran-
tee excellent service to all our clients
with timeously delivered, quality-
inspected goods that are certified to
international quality standards,” he
concludes.
SAIWmember profile: Stainless Precision Engineering