














 19 / 40
19 / 40


August 2016
AFRICAN FUSION
17
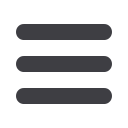
Temperature °C
Spheroidisation
Graphitisation
650
600
550
500
450
400
10
100
1000
10000 100000 1000000
Time (hrs)
Figure 2: HAZ graphite forming along the low temperature HAZ of a
welded joint. [9].
Figure 3: Time taken for half of the carbon in a 0.15%C steel to
spheriodise or graphitise [10].
Experimental procedures
The objective of this studywas to identify possible repair weld-
ing techniques that can be used to refurbish aging C-Mn steel
pipelines that contain HAZ graphite.
The basematerial was a section of pipe (35mm thickness)
that was in service for 35 years at an average temperature of
427°C. The chemical composition and mechanical properties
conformed to the requirements of SA-515 Gr 65. The nominal
chemical composition was 0.22%C and 0.80%Mn. The mate-
rial was removed from service during routine maintenance
and found to contain a circumferential weld with significant
amounts of HAZ graphite.
During the current study, several weld configurations were
evaluated:
• The original material containing the graphitised HAZ.
• A newbutt weld that had beenwelded on homogeneously
graphitised base metal.
• A partial penetration double-grooved weld, which inter-
sected the existing graphitised HAZ.
All experimental welds were heat treated before, after, or be-
fore and after welding at 635°C for 500 hours in an attempt to
induce accelerated graphitisation and mimic long term expo-
sure to elevated temperature. This temperature was selected
to be on the low side of previously published graphitisation
temperatures [4] to [8].
See Table 1 for details of the different welded joints.
Sample
number
Heat
treatment
before weld
Joint
design
Welding
processes
PWHT
1
600 h at 635°C
Double
V-groove
GTAW,
SMAW
600 h at
635°C
2
600 h at 635°C
Double
V-groove
GTAW,
SMAW
12 h at
635°C
3
None
2 single
V-grooves
SMAW
600 h at
635°C
4
None
None
None
None
Table 1: Welded joints evaluated during this study.
Figure 4 and Figure 5 depict the joint configuration prior
towelding on the graphitised basemetal and graphitised HAZ
regions respectively.
These samples were tested in accordance to ASME IX,
that is, two transverse tensile tests (with a rectangular cross
section) and four transverse bend tests were machined from
eachweld [11]. The rectangular cross section tensile testswere
supplementedwith round tensile tests, for reliableobservation
of the plastic flow behaviour. Other tests included hot tensile
tests (at 427°C), hardness profiles as well as weld metal and
HAZ Charpy impact tests at room temperature. Extensive
microstructural evaluation was performed using optical and
scanning electron microscopy.
Figure 4: Full thickness groove preparation for graphitised carbon
steel (joint preparation for samples 1 and 2).
Figure 5: Half thickness groove preparation machined around pre-
existing circumferential groove weld (sample 3).
Results and discussion
The results of the tensile test can be seen in Table 2 (rectan-
gular cross section) and in Table 3 (round cross section). In
most cases, the tensile test coupon failed in the base metal.
Both tensile samples with a rectangular cross section from
sample 4 (as received) failed in the HAZ graphite – Figure 6. It
should be noted that the tensile strength of this sample was
similar to that of other samples that had not failed in the HAZ
graphite (Table 2). For the tensile samples with a round cross
section, the reduction in areawas usually between 69 and 74%
(Table 3). When the fracture surface intersected HAZ graphite,
the reduction in area was 44% (Table 3).